
产品名称: 注塑件检具之尾灯总成检具
加工方式: CNC加工
加工材料: 铝合金
表面处理: 阳极氧化
制作周期: 40天
产品中心
PRODUCT CENTER
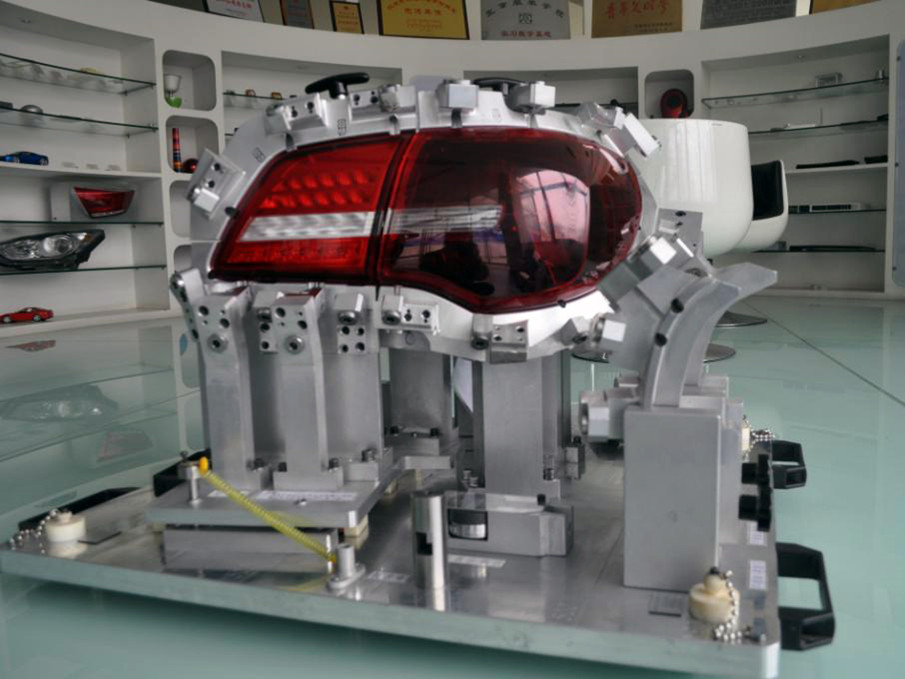
产品名称: 注塑件检具之尾灯总成检具
加工方式: CNC加工
加工材料: 铝合金
表面处理: 阳极氧化
制作周期: 40天
车灯检具可再现车灯安装在车体上的状态,可利用尺寸检测工具直接或间接地对车体和灯的尺寸关系(间隙、面差)进行测量评价,主要用于生产准备阶段对模具和工装的精度测定、调整以及批量生产后的尺寸日常管理。
京科公司的这套检具整体都是铝合金材料。车灯检具设计最重要的部分是完全再现灯具的实际安装方式,所以灯具安装部构造需要根据GD&T图纸的要求,按实际装车状态位置构造来定位置;并根据基准分布方式分为:面基准、孔基准、辅助基准。要求灯具车体安装部必须能承受车体安装强度的回旋力,防止灯具装卸时脱落和回旋等情况的出现。
北京京科拥有全套检具设计、制造、装配、调试、测量的综合实力,已开发过各类汽车零部件及总成检具,包括:焊接总成、前后风窗、前后灯总成、地板总成、四门两盖、仪表板总成、门内护板总成、光亮饰条、手套箱总成、衣帽架总成、天窗总成、前后保险杠总成、开口检具、管线检具、测量支架、工装夹具等。
凭借优良的产品品质和贴心的售后服务,北京京科一直与一汽大众、一汽丰田、北京奔驰、北京现代、北汽福田、长城汽车、神龙汽车、菲亚特、五菱汽车等国内外知名主机厂及零部件厂保持着广泛密切的合作。京科将继续拓展产品品种,积极探索为客户节约成本、缩短工期、可循环使用、高技术含量的柔性检具。

产品名称: 北京京科汽车车灯总成检具
加工方式: CNC加工
加工材料: 代木、铝
表面处理: 热处理、打磨、喷漆

产品名称: 汽车前大灯匹配检具
加工方式: CNC加工
加工材料: 铝
表面处理: 热处理
制作周期: 25天
产品名称: 汽车前组合灯总成检具
加工方式: CNC加工
加工材料: 合金铝
表面处理: 热处理
制作周期: 35天
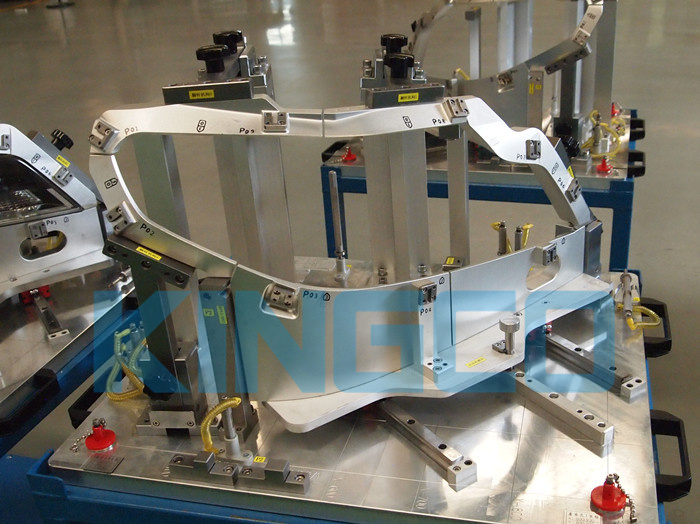
产品安装步骤
1、翻开翻转机构,拉开导轨活动块。
2、将产品放置到检具上,使产品与定位块/支撑面上的定位面贴合;然后将活动定位块推入定位位置,锁紧检测销插入相对应的孔内,并锁紧,使产品完成定位。
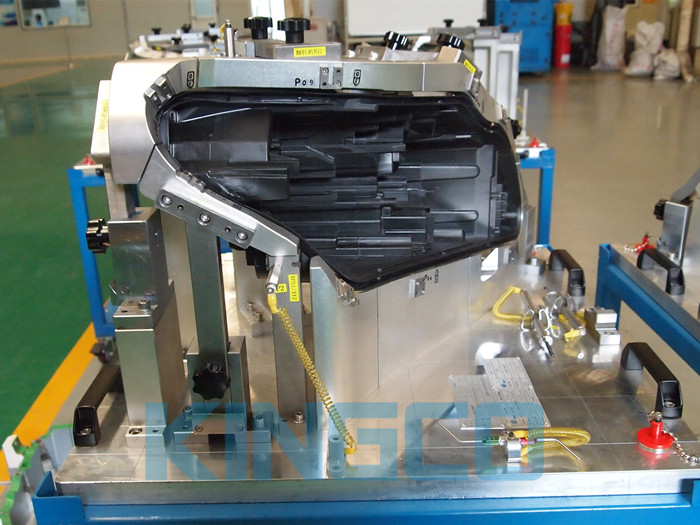
3、确定产品定位稳定后,将翻转机构旋至检测位置,使产品处于待检测状态。
检测
1、轮廓检测:按需要选择使用间隙尺或通止规对3mm间隙面进行测量。
2、面差检测:按需要选择使用面差尺或面差规对产品面差进行测量。

产品名称: 汽车前灯壳体注塑件检具
加工方式: CNC加工
加工材料: 合金铝
表面处理: 热处理
制作周期: 30天
在归零座上校准归零后,用百分表测量前灯壳体上的固定测量点的面差。
产品名称: 注塑件检具之前组合灯壳体检具
加工方式: CNC加工、焊接
加工材料: 合金铝、钢
表面处理: 喷漆、氧化、热处理
制作周期: 40天


Copyright © 2019 北京京科兴业科技发展有限公司 版权所有 京ICP备05016727号-2